








MBR System: Revolutionizing Water Treatment Efficiency
Menu
Latest News
Product introduction
Introduction to membrane bioreactor (MBR) system
Membrane bioreactor (MBR) system is an efficient wastewater treatment solution that combines membrane separation technology with biological treatment technology.
The Membrane bioreactor (MBR) system, Membrane Bio-Reactor, is a highly efficient integration of membrane technology and biotechnology. It mainly replaces the secondary sedimentation tank step in the traditional sewage treatment process through membrane components, and effectively intercepts activated sludge and macromolecular organic matter in sewage. The system allows independent control of hydraulic retention time (HRT) and sludge retention time (SRT), optimizing treatment results and enhancing the stability of system operation.
The membrane bioreactor (MBR) system is composed
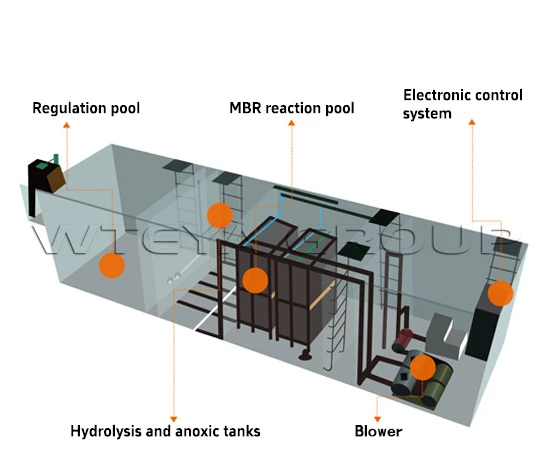
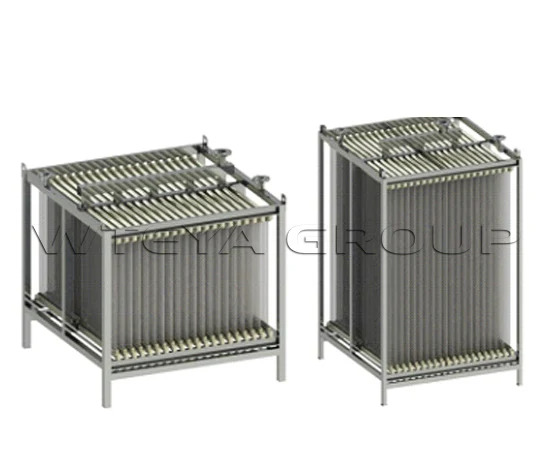
Membrane bioreactor (MBR) system is mainly composed of membrane separation equipment, bioreactor and auxiliary facilities such as tank body, blast aeration system, Roots fan, sludge return pump, cleaning system, automatic instrument control system and pipeline valve. Common membrane types are aeration membrane, extraction membrane and solid-liquid separation membrane, they have a variety of forms, including plate type, tube type, spiral type and hollow fiber type, you can choose the appropriate membrane type according to specific needs.
Characteristics of membrane bioreactor (MBR) system
Efficient solid-liquid separation: the micro-pore diameter of the membrane is used to achieve the interception of suspended substances and microorganisms, and the water quality is good, which can be used as a new water source.
High concentration activated sludge: The system maintains a high biomass and improves volume load and treatment efficiency.
Modular and integrated design: compact structure, small footprint, easy to expand and migrate.
Strong adaptability and flexibility: It has a strong ability to adapt to changes in inlet water quality and operates flexibly.
Low surplus sludge production: Reduce the cost of sludge treatment and disposal.
Membrane bioreactor (MBR) system applications
Urban sewage treatment: Using membrane bioreactor (MBR) technology to treat domestic sewage, improve recycling efficiency and improve living environment. Large wastewater treatment plants use this technology to meet the requirements of efficient treatment.
Reuse of water in buildings: In the field of construction, membrane bioreactor (MBR) technology is applied to the reuse of water, and the treated water can be used for non-drinking water occasions, such as flushing, irrigation, etc.
Industrial wastewater treatment: Membrane bioreactor (MBR) provides an effective treatment solution for industrial wastewater that is difficult to degrade organic matter or has special discharge standards.
Hospital wastewater treatment: Hospital wastewater contains a variety of pathogens and drug residues, membrane bioreactor (MBR) system can effectively remove these pollutants to ensure the safety of water quality.
Small industrial or domestic wastewater treatment: Membrane bioreactor (MBR) was originally used for small industrial or domestic wastewater treatment, and the range of applications continues to expand with technological advances.
Large-scale municipal wastewater treatment projects: The emergence of the low-energy built-in submerged membrane bioreactor (MBR) process has reduced operating costs, making it suitable for larger scale municipal wastewater treatment projects.
Technical principle of
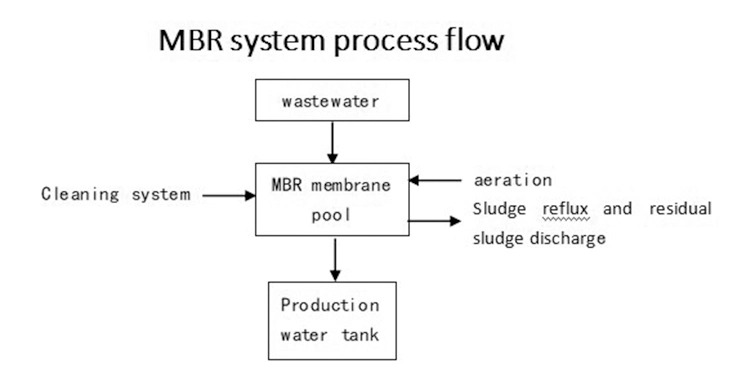
MBR membrane waste water treatment system is a new sewage treatment process that combines biological treatment with film separation technology. In this system, the first sewage caused by pre-treatment steps, such as screen filtration or chroma, to eliminate most suspended substances and large grain impurities. Pre-treatment water then goes into the biological reactor (also called biochemical tank), where the creatures are provided with a proper growth environment through blowing aeration, Adopt the metabolism action of creatures to reduce soluble organic substances, convert to biomass and water harmless.
Then it is the core component of MBR-membrane separator. Sewage after biological treatment pass through the membrane holes under pressure, due to diaphragm trap effect, most floating substances, bacteria and virus, etc. V., stuck by the film, so get high quality osmosis water. In this process, the high precision and stability of the membrane guarantees the water production quality in accordance with recycling standards. In addition, the HRT and SLT of the MBR system is controlled independent over traditional binary tanks, allowing for better treatment and less the rest of the mud.
To keep the membrane absorbed and prevent fatigue of contaminants on the film surface area, system periodical physical or chemical cleaning. Some of the advanced MBR systems are also equipped with automatic cleaning and maintenance processes which help reduce the needs of manual operation and increasing the smart level of the system.
Although the MBR system has a significant advantage of processing effects, but in some cases, it can be integrated with RO water treatment system to meet strict water treatment standards or for further treatment. RO system works as a secondary depth treatment vehicle to eliminate solvents and small ions, such as salt and some minerals, still in water even after MBR handling. At this time, the MBR system is pre-processed, first eliminate most of suspension and organic substances, then RO system continue to clean, in the end, get more purified water, Suitable for industrial ultra-pure water preparation, higher drinking water standard requirements.
In general, MBR film sewage treatment system integrating the high efficiency of biotreatment and film technology precision, its technology process is brief and efficient, and easy to achieve automatic management, Is one of the important technologies in modern sewage treatment and water resources recycling. With improved environmental requirements and hi-tech progress, the MBR system has great potential in the future and will continue to optimization of waste water treatment efficiency, essential part of the environmental protection and sustainability development.
The production process of
The MBR film sewage treatment system first removes biodegraded organic contaminants in activated mud, then use the film to separate out pure water and activated mud.
Hollow fiber membrane is tube-shaped, on the wall of the pipe there are small holes, which can retain active mud water along with the majority of floating objects, producing clear water. So that the film can work continuously and stably for a long time, under the membrane must do a certain amount of aeration, so both the biological oxygen need and the film wire is constantly vibrating, to prevent the pullutation of the filter surface.
By combining organic film separation technology in separate technique with traditional sewage biotreatment technology, The MBR process not only helps to save on the construction of binary tank but also greatly improve solid liquid separation efficiency and speed of biochemical reaction Due to the increase of concentration of mud active in the aerator tank and the appearance of specific bacteria (especially the preferred plant) in the mud. In the same time, many featured problems exist in the traditional active mud method were basically resolved by reducing the F/M ratio to reduce the remaining mud production (or even not bad at all).
Production of equipment

Wteya aims to digital and intelligent production to provide superior products and services to its customers. We not only provide a wide range of standard products which are seriously tested and stable performance to meet a wide range of industrial needs. We also provide custom service, as well as OEM and ODM services, professional design team provides proper solutions for customers to meet their unique needs. We will work closely with each customer to ensure that every device suits customer's process requirements and production process accurately. Vettea's one-stop service, innovative to create high-quality mechanical products and system solutions, professionally help customer deal with various water treatment problems.
Capacity and size
|
Parameter board of MBR membrane biological reactor |
||||||
|
Scale of processing |
Grade water quality |
Film area (m2) |
Quantity of film frames |
Personalized film frame size (mm) |
Personal film frame weight (kg) |
Operate cost about (US $/t) |
|
50TPD |
Domestic sewage treatment water |
180 |
1 |
655*920*2884 |
100 |
0.7798 |
|
Industrial sewage treatment water |
240 |
1 |
805*920*2884 |
104 |
0.8959 |
|
|
Garbage absorption liquid seal |
420 |
1 |
972.5*1371*2934 |
144 |
1.0687 |
|
|
100TPD |
Domestic sewage treatment water |
360 |
1 |
967.5*1221*2884 |
116 |
0.7494 |
|
Industrial sewage treatment water |
480 |
1 |
972.5*1521*2934 |
150 |
0.8945 |
|
|
Garbage absorption liquid seal |
840 |
1 |
1451*1774*2964 |
188.3 |
1.0314 |
|
|
200TPD |
Domestic sewage treatment water |
720 |
1 |
1301*1774*2964 |
177.4 |
0.6305 |
|
Industrial sewage treatment water |
960 |
1 |
1601*1774*2994 |
205.7 |
0.7452 |
|
|
Garbage absorption liquid seal |
1500 |
1 |
2451*1774*2994 |
333.2 |
0.8586 |
|
|
300TPD |
Domestic sewage treatment water |
1080 |
1 |
1751*1774*2994 |
229.3 |
0.5973 |
|
Industrial sewage treatment water |
1440 |
1 |
2241*1774*2994 |
266.5 |
0.7093 |
|
|
Garbage absorption liquid seal |
2280 |
2 |
1826*1774*2994 |
234.2 |
0.8143 |
|
Chart of effect chart
Frequently Asked Questions
Q: What are the MBR film sewage treatment systems mainly used in?
Re: the MBR system is suitable for waste water treatment and urban sewage recycling, industrial sewage, domestic sewage and some special industries such as food processing, pharmaceutical production, etc. V. T.
Q: There are some types of finished films used in the MBR system?
Re: the MBR films are commonly used including flat film, profiled film, hollow fiber film and capillary film, etc. V., selected according to their application scenarios and specific processing needs.
Q: How to prevent and control MBR film pollution?
Re: prevent and control film pollution by optimization of working conditions (eg. misleading flow speed, aeration intensity), frequent shock and chemical washing, And maintain proper concentration and operation of mud in the biological reactor.
Q: What is the remaining amount of the MBR system?
Re: due to longer mud storage time and food chain metabolism effect in the system, the remaining mud output of the MBR system is relatively low, reduce cost and difficulty in Next processing and processing.
Q: Is the MBR system expensive to operate?
Re: Although the initial investment for the MBR system is relatively high, but the operating cost may be competitive for long term due to low energy consumption and maintenance cost during operation.
Q: How about the water output quality of MBR system?
Re: the MBR system can effectively remove the suspended substances, bacteria, virus and partial pollution in the waste water, water output quality is usually better than traditional biotreatment and stability.
Q: Does the MBR system require pre-treatment and recovery link?
Re: pretreatment can extend the service life of the MBR membrane and improve the processing efficiency; retreatment depends on the purpose of water use and may increase the deep treatment steps like Ro if require a higher water quality standards.
Q: How long is the MBR membrane replacement time?
Re: the MBR membrane replacement cycle is affected by many factors such as rough water quality, system operating conditions and maintenance. In general, the membrane elements can be used within a few years, but they need to be tested regularly and replaced if necessary.
Previous: No More